Rbpadinews
Home
Business
Decoration
Design & Manufacturing
Industry
LED Lights
Lifestyle
Key Features to Look for in Wholesale Ice Coolers
September 15, 2025
Business
How Market Sentiment is Shaping Solana’s Price Right Now
Lifestyle
What Are Custom Glitter Tattoos and How Do They Work?
Industry
Why are Polyfunctional Aziridine Crosslinkers Unique?
Lifestyle
Two Moped-Style E-Bikes: MEELOD DK300 MAX vs SUPER73-Z Miami Core
Latest Articles
Industry
What Engineers Need To Know About SCH Pipe Materials
July 4, 2025
Lifestyle
Why PixCut S1 is a Must-Have in the Classroom
June 20, 2025
Industry
Sunmolin’s TPU Expertise Redefines the Webbing Manufacturer Industry
June 14, 2025
Industry
Why Global Food Brands Trust BN Pack for Quality Packaging
May 30, 2025
Business
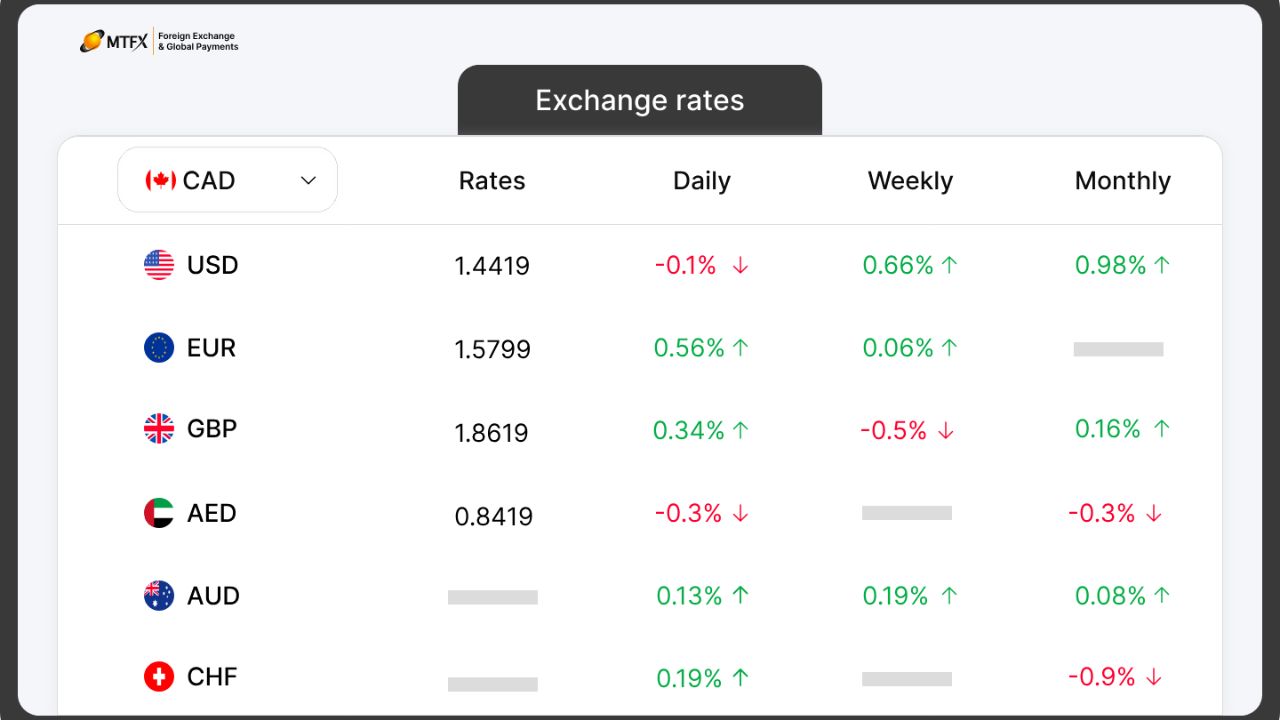
Live Exchange Rate for THB to USD Transfers
May 19, 2025
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16